

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
单分散球形YAG透明陶瓷粉体的喷雾造粒制备及其性能表征
[张乐1, 2  , 周天元
, 周天元1, 2 , 杨浩1, 2 , 乔学斌1, 2 , 王忠英2, 3 , 章健1, 2 , 唐定远1, 2 ]
, 周天元|
|


作者简介: 张 乐(1988-), 男, 博士. E-mail: njutzl@163.com
采用无水乙醇基浆料结合喷雾造粒工艺制备YAG透明陶瓷粉体, 通过扫描电子显微镜、压汞仪、能谱仪及紫外-可见-红外透过光谱系统研究了不同PVB粘结剂添加量下YAG造粒颗粒的形貌、尺寸、成型性能及其破碎行为, 对成型素坯的孔分布及烧制透明陶瓷的显微结构及光学性能进行了详细表征。在优化PVB添加量为1.0wt%时, 造粒粉体为实心单分散颗粒, 球形度高、化学均匀性好, 其平均粒径约为40 μm, 成型性能优异; 在75 MPa压力下, 造粒颗粒完全破碎形成密实均一的坯体结构。烧结后的YAG透明陶瓷显微结构均一, 无气孔及其他缺陷, 光学质量优异。
, ZHOU Tian-YuanYAG transparent ceramic powders were prepared by spray drying method with anhydrous ethanol suspension. The morphology, size, forming performance and crushing behavior of granulated particles with different PVB binder contents, the pore distribution in green compacts as well as the microstructure and optical properties of sintered ceramics were investigated by SEM, mercury injection, EDS and UV-Visible-Infrared transmission spectroscopy. The optimal content of PVB is 1.0wt%. The granulated particles exhibit excellent forming performance with mono-dispersed and fully dense aggregates. They have high spherical degree and high chemical uniformity. Their mean size is ~40 μm. The granulated particels are completely crushed under 75 MPa pressure and form uniform and compact structure of green compacts. The sintered YAG transparent ceramics have good optical properties with homogeneous microstructure and without pore and defects.
自1995年Ikesue采用固相反应烧结法制备Nd:YAG透明陶瓷, 并实现连续激光输出以来[1, 2], 激光陶瓷以其制备周期短、易实现均匀和高浓度掺杂和设计灵活性等优点而获得快速发展, 将逐步取代单晶成为下一代激光增益材料[3, 4, 5, 6]。各种离子(如Nd3+、Yb3+、Er3+、Ho3+、Tm3+和Cr4+等)激活的YAG以其优异的物理化学性能而成为研究最广、激光输出效率最高的材料体系。高光学质量YAG基透明陶瓷的制备已成为先进陶瓷领域的研究热点[7, 8, 9, 10]。
透明陶瓷中残余气孔、晶界杂质及掺杂偏析是影响其光学质量的主要因素。在固相反应烧结法制备YAG透明陶瓷过程中, 直接干燥球磨浆料将导致纳微米粉体的严重团聚和不规则形状, 干燥粉体流动性差, 颗粒间摩擦力大, 不利于后续成型过程, 这种现象在制备大尺寸、复杂形状和复合结构时显得更为严重, 并成为陶瓷烧结体中第二相和剩余气孔的主要来源, 还可能导致陶瓷坯体的不一致收缩, 甚至开裂[11]。
喷雾造粒作为一种在热介质作用下直接将浆料转变为干燥颗粒的粉体处理工艺, 已在食品、药物及氧化物陶瓷干燥等领域获得广泛应用[12]。中科院福建物构所曹永革[13, 14]和中科院上海硅酸盐所潘裕柏等[15]分别在优化的喷雾干燥条件下, 添加1.0wt%和2.0wt%聚乙烯醇缩丁醛(PVB)为粘结剂, 获得了2~5 μ m的造粒颗粒; 意大利Serantoni等[16]以1wt%聚乙二醇(PEG 400)为分散剂, 获得粒径8~14 μ m的YAG造粒颗粒。但受制于浆料及设备条件等限制, 上述研究获得的造粒粉体普遍存在球形度较差, 多呈“ 苹果” 状, 颗粒尺寸偏小(中心粒径10 μ m以下)等问题。此类造粒体在成型过程中的流动性与填充性仍较差, 最终烧制的透明陶瓷透过率仅80%左右[17], 不能满足高质量透明陶瓷的要求。
在喷雾干燥过程中, 浆料状态相比干燥工艺参数对造粒体性能影响更大[18], 而浆料中添加的粘结剂更是通过影响浆料粘度、表面张力等控制着造粒体的形貌、尺寸及分布, 且决定着造粒体的强度, 对其流动性、填充型等成型性能, 以及是否在成型时完全破坏而形成结构均一的密实体, 避免烧结体中残留大气孔起着重要作用[19]。本工作选用PVB为粘结剂, 采用离心雾化方式制备造粒粉体, 详细研究了不同粘结剂添加量下, YAG造粒粉体的形貌、尺寸及其成型性能, 对优化添加量下造粒体的破碎行为、化学均匀性及所制透明陶瓷的显微结构和光学性能等进行了系统表征分析。
高纯Al2O3(99.99%, 型号TM-DAR, 日本大明化学工业株式会社, 粒径100~200 nm)和Y2O3(99.999%, 型号5N-Y, 江阴加华新材料资源有限公司, 平均粒径~1 μ m)为起始原料, MgO (0.1wt%)和正硅酸乙酯(TEOS, 0.5wt%)作为共烧结助剂, PVB(聚合度40000-70000, 阿拉丁)作为浆料粘结剂, 其添加量分别为0、0.5、1.0、2.0和3.0wt%, 聚合物DS005(美国Polymer Innovations公司, 0.5wt%)作为分散剂, 无水乙醇为溶剂。首先按Y3Al5O12理论组成称量原料粉体, 并加入烧结助剂、分散剂和溶剂(固含量为45.0wt%)配制浆料; 在行星式球磨机上球磨混合10 h后再分别加入粘结剂, 继续球磨混合2 h得到喷雾造粒所用浆料, 整个过程中球磨转速160 r/min, 磨球和球磨罐均选高纯氧化铝材质, 原料粉体∶ 球质量比=1∶ 2。
采用离心式喷雾干燥机(TR120AT-6HOP, 日本PRECI株式会社)将所得浆料进行喷雾造粒。喷雾干燥条件为: 热空气进口温度75℃, 出口温度60℃, 进口风量180 m3/h, 出口风量240 m3/h; 离心雾化器转速8000 r/min; 浆料泵送速率为30 mL/min。将收集得到的造粒粉体过150 μ m筛。将所得造粒粉体10 MPa干压成型为ϕ 22mm圆片, 再200 MPa冷等静压, 素坯以0.5℃/min升温至900℃并保温10h以彻底排除有机物, 再置于1780℃真空烧结8 h, 最后在1450℃空气中退火10 h得到透明陶瓷, 样品双面抛光至ϕ 17.0 mm× 3.0 mm圆片。
浆料粘度根据GB/T 1723采用涂4粘度计(LND-1, 上海平轩科学仪器)测试并换算得到, 采用带能谱(EDS)的SEM进行观察(JSM-6510, 日本JEOL) 造粒粉体及陶瓷样品的形貌及微结构, 采用Image J软件统计颗粒尺寸分布; 采用GB 5061-85和GB 5162-85测试造粒粉体的松装与振实密度; 采用压汞法(MIP, Poremaster GT-60, 美国Quantachrome)测试陶瓷素坯的孔尺寸分布及其孔隙率。采用UV/VIS分光光度计(Lambda 950, 美国Perkin elmer) 测试YAG透明陶瓷的光学透过率, 测试范围200~3000 nm, 样品测试前需进行基线校准及标样测试。所有测试均在室温下进行。
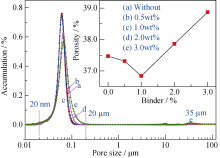
图1为不同PVB粘结剂添加量下YAG造粒颗粒的形貌及其粒径分布图。所有添加粘结剂的造粒颗粒均为单分散的球形颗粒, 球形度较高, 表面光滑。PVB添加量≤ 1.0wt%的造粒颗粒(图1(b, c))为实心聚集体; 而PVB添加量为2.0wt%和3.0wt%时, 造粒颗粒(图1(d, e))多呈“ 苹果” 或“ 甜甜圈” 状, 球形度下降; 而未添加粘结剂的造粒颗粒(图1(a))出现了较多未充分造粒的细小造粒体, 其表面颗粒因没有粘结剂的粘结作用而彼此松散, 形貌不规则, 且大多造粒体因强度过低而破碎。随着粘结剂添加量的增加, 造粒颗粒平均粒径由30 μ m逐渐增大至60 μ m。PVB添加量0.5wt%和1.0wt%时, 造粒颗粒均具有较好的球形度, 且粒径相近, 约为40 μ m。当PVB增加至2.0wt%时, 造粒颗粒中开始出现大于100 μ m的大尺寸造粒体, 且随着粘结剂的增加, 造粒颗粒的粒径正态分布系数(σ )逐渐变大, 当PVB= 3.0wt%时σ 达到23.25。即当PVB粘结剂的添加量为0.5wt%~1.0wt%时, 造粒体具有较好的球形颗粒形貌, 粒径分布相近且接近于正态分布, 这将大大提高造粒颗粒在压制素坯过程中的成型性能。
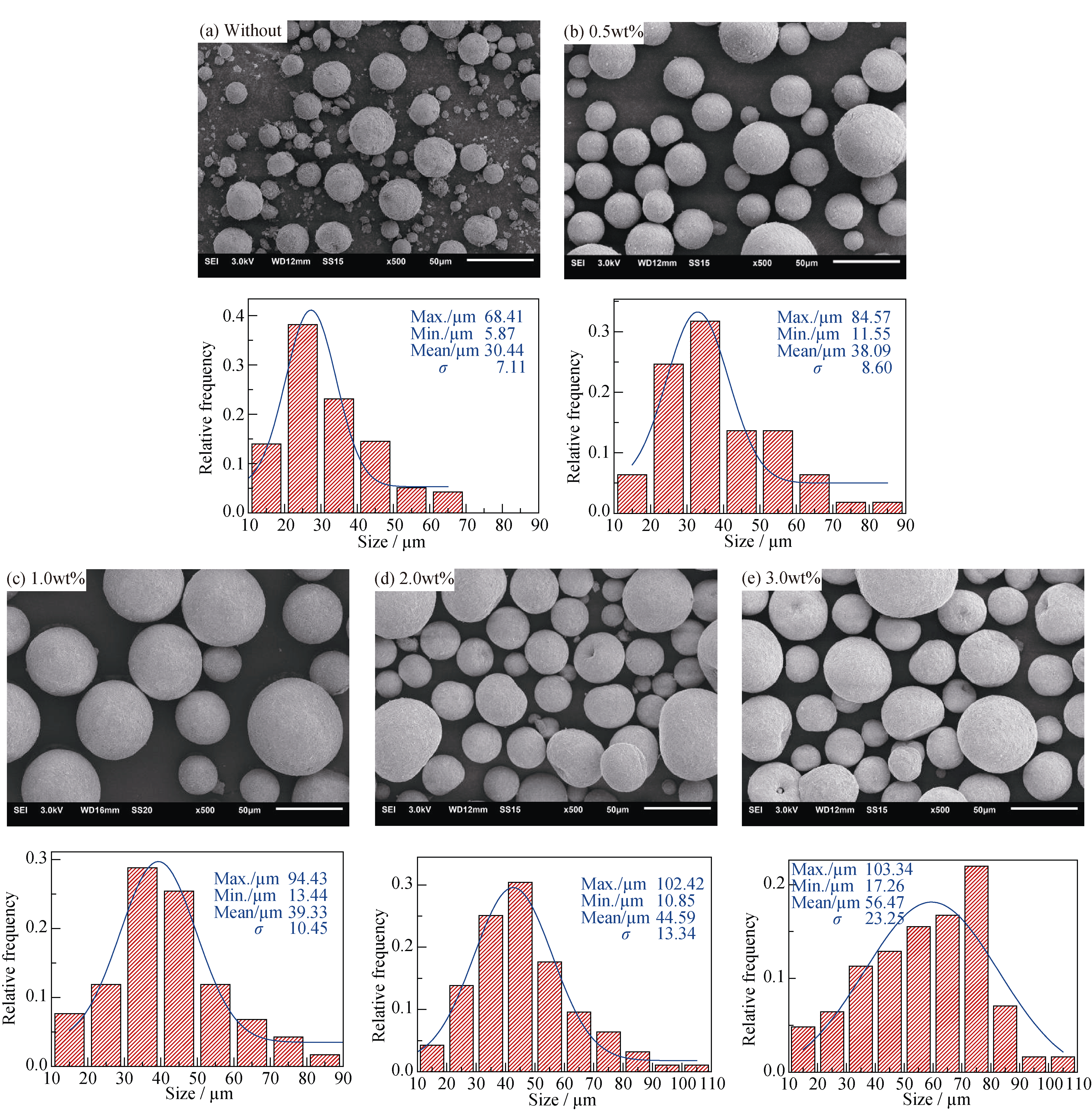 | 图1 不同PVB粘结剂含量下造粒颗粒的SEM照片及其粒径分布Fig. 1 SEM images and size distribution of granulated particles with different contents of PVB binder |
造粒体的颗粒尺寸由浆料雾化时所形成液滴的大小直接决定, 而根据经验公式[20], 液滴的尺寸(Dd)近似为:
 |
C为常数, 取决于雾化工作方式及喷嘴设计, ρ 、μ 、σ 、f和v分别为浆料(L)和热空气介质(A)的密度、粘度、表面张力、速度和流量。因此, 造粒颗粒的形貌和尺寸受浆料组成(比干燥工艺参数)的影响更大, 且正比于浆料的粘度、密度和表面张力等。而粘结剂的加入导致浆料粘度发生了巨大变化, 不同粘结剂含量的浆料粘度值列于表1, 粘结剂的增加导致浆料粘度的逐渐增大。
粘结剂均匀分散在浆料中将在固体颗粒周围形成交联网络结构, 使粉体颗粒彼此连接, 在液滴干燥后给予造粒体一定强度[19]。所以, 未添加粘结剂的造粒体造粒不充分, 强度低(图1(a)); 而加入过多粘结剂, 在液滴干燥初期易在液滴表面形成低渗透性的壳层结构, 降低了溶剂在干燥过程中由液滴内部在毛细管作用下向表面扩散的速率, 液滴表面无法维持饱和干燥状态, 而液滴内部溶剂蒸发甚至沸腾, 随温度升高液滴膨胀隆起, 从而形成“ 苹果” 状等造粒形貌(图1(d, e)), 其球形度也下降。这将严重降低造粒体的流动性及其松装与振实密度等成型性能, 如表1可以看到, 添加1.0wt% PVB的造粒颗粒具有最高的松装与振实密度, 分别为1.50和1.65 g/cm3, 已达到YAG理论密度(4.55 g/cm3)的33%和36%。
松装密度代表了颗粒流动性和填充性的好坏, 主要由颗粒间相互作用力决定, 加入粘结剂使浆料中的固相颗粒彼此连接, 造粒颗粒的尺寸增大, 降低了颗粒间的范德华作用力[21]。同时, 增加的粘结剂含量有利于形成实心致密造粒体, 也有利于提高松装密度, 但过大的造粒颗粒在自然松装时会引入较大的孔隙率, 降低松装密度。在这两种因素的平衡作用下, 添加1.0wt% PVB的造粒颗粒具有最高的松装与振实密度和最佳的成型性能。
| 表1 不同PVB添加量下浆料粘度和造粒颗粒的松装及振实密度 Table1 Viscosity of suspension, apparent density and tap density of granulated particles with different contents of binder |
图2为不同粘结剂含量造粒体颗粒成型素坯的孔尺寸分布及其孔隙率变化。PVB添加量≤ 1.0wt%素坯的孔分布均呈现单峰分布, 孔尺寸大小为20~ 100 nm, 但PVB添加量为2.0wt%和3.0wt%时, 素坯中出现位于35 μ m附近的孔分布, 表明其内部存在较大尺寸孔。添加1.0wt%PVB的陶瓷素坯具有最小的孔尺寸分布, 中心孔径约60 nm, 且其孔隙率最低(插图), 仅为~36.5%, 较小和更均匀的孔径分布及较低的气孔率有利于陶瓷的烧结致密化。
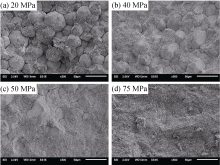
造粒颗粒在成型阶段的破碎行为是评价造粒质量高低的重要参数, 对陶瓷素坯的成型密度和显微结构(如气孔尺寸和气孔率等)具有重要影响[22]。在本实验中, 采用不同压力下成型素坯的断面SEM照片(图3)及素坯密度变化(图4)来评估造粒颗粒的强度, SEM观察点均为成型素坯中心点处的断面。从图3可以看到, 50 MPa压力下, 造粒颗粒仍有相当数量球形颗粒残留; 75 MPa压力下, 造粒颗粒完全破碎, 彼此合一, 形成了均一的表面结构。图4所示对应的素坯密度随压力增大而逐渐增大, 并出现2个转变点(压力为0时的数据取自造粒粉体的振实密度)。
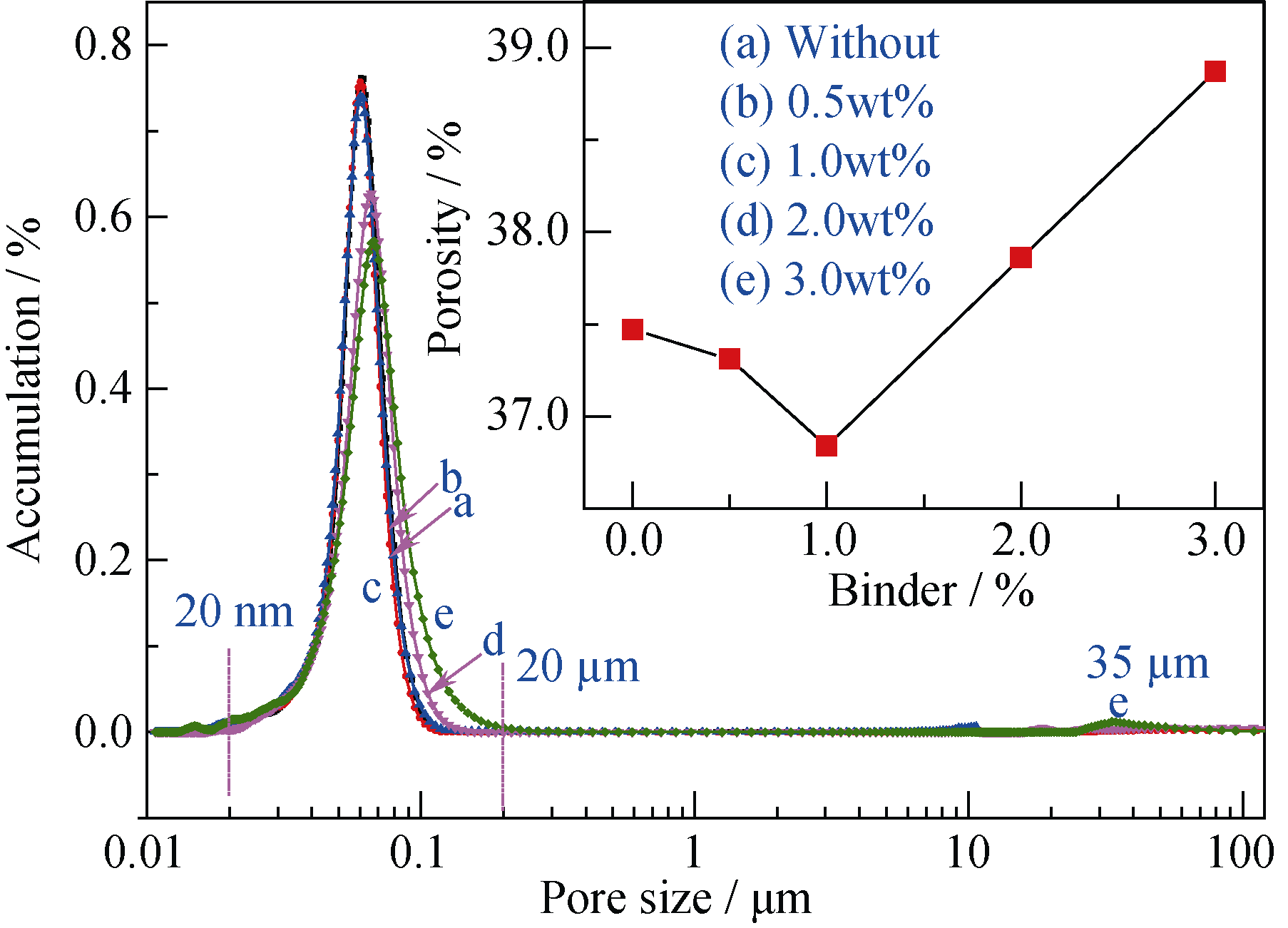 | 图2 不同PVB粘结剂含量下造粒颗粒成型素坯的孔尺寸分布及孔隙率变化(插图)Fig. 2 Pore size distribution and porosity (inset) of green compacts from granulated particles with different binder contents |
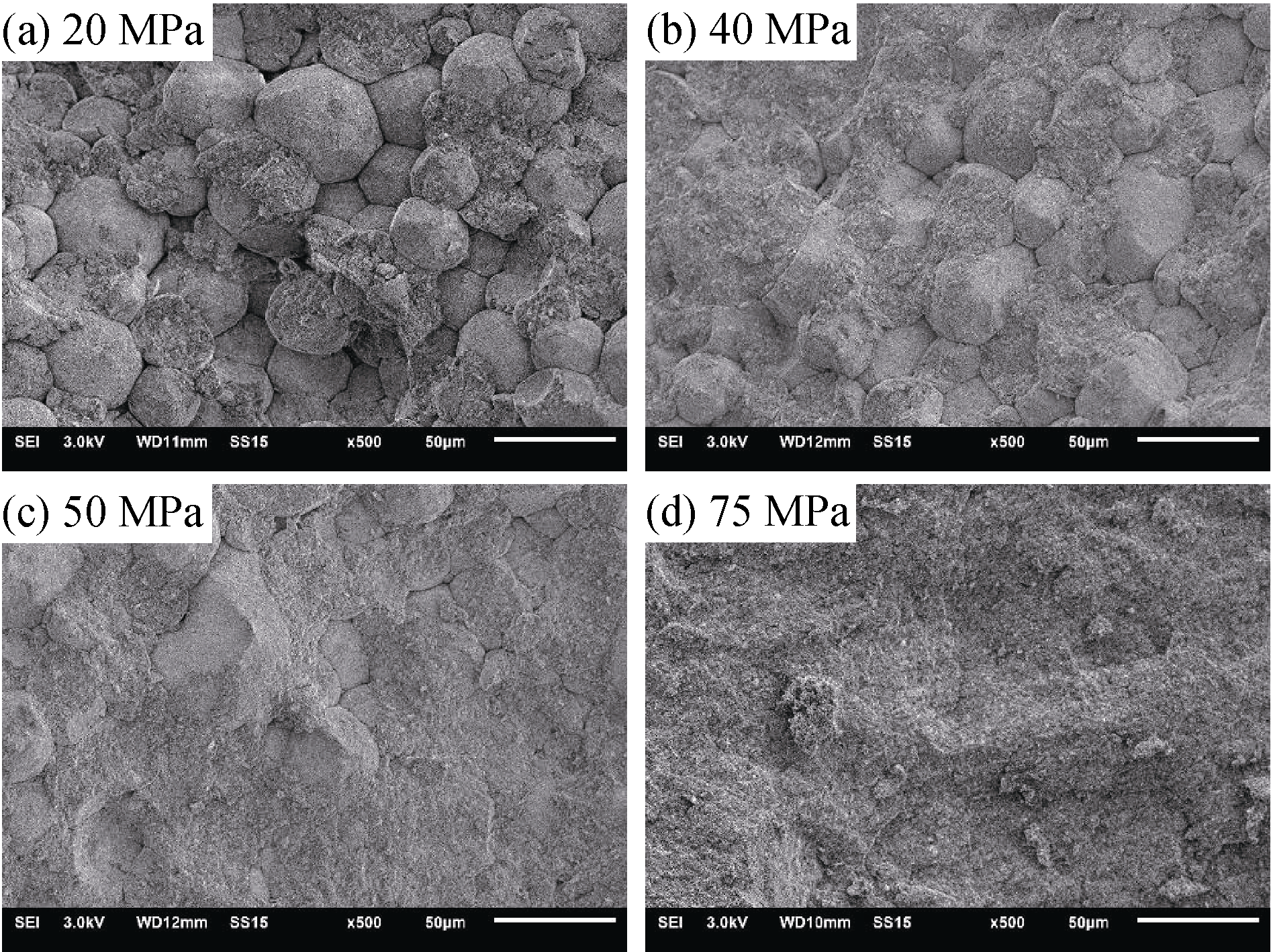 | 图3 不同压力下成型素坯的断面SEM照片Fig. 3 SEM images of fracture surfaces of green compacts prepared at different pressures |
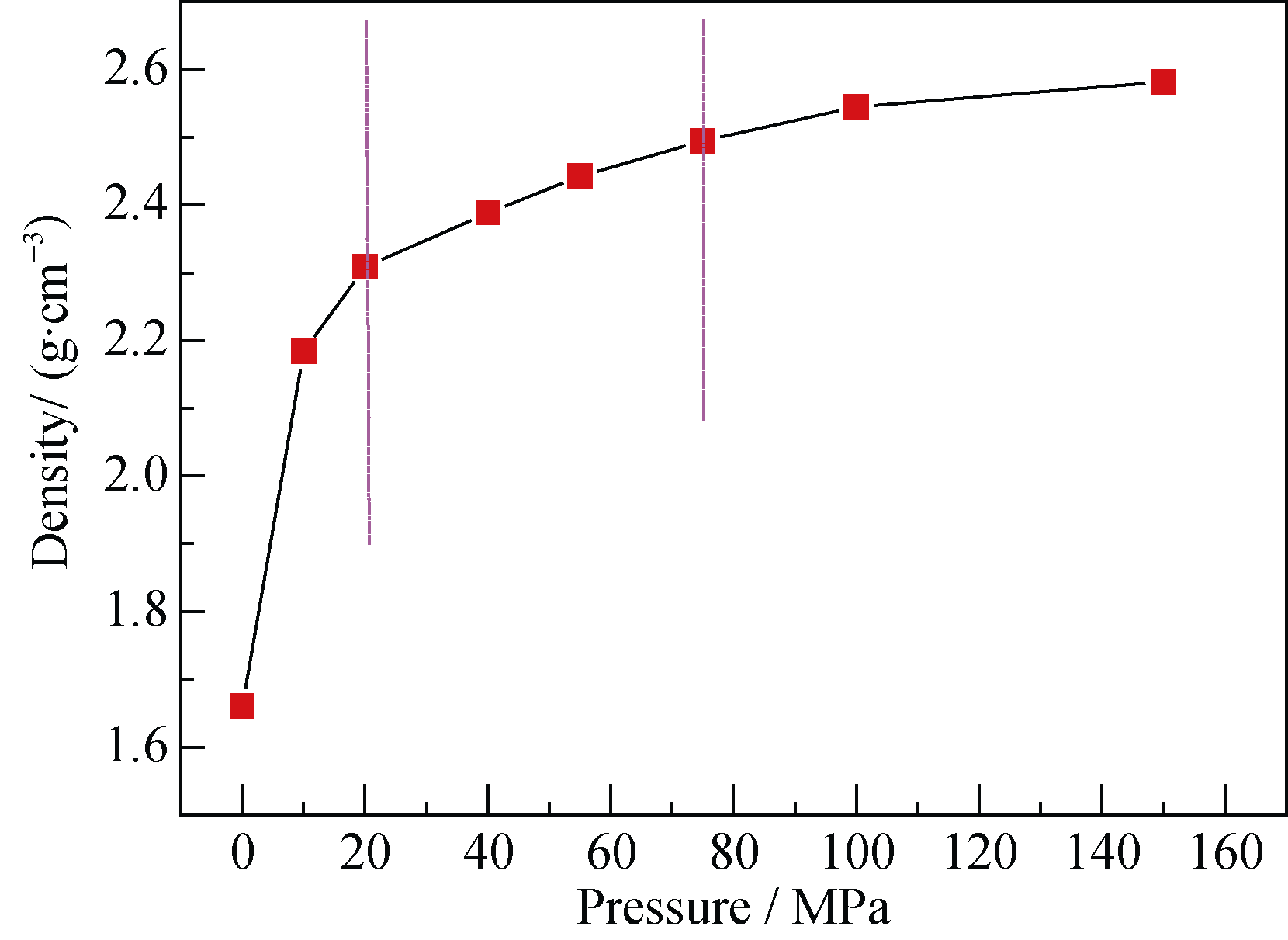 | 图4 不同压力下成型素坯的密度变化Fig. 4 Densities of green compacts prepared at different pressures |
由于造粒颗粒是由多个粒径水平粉末组成的混合体, 加压后, 造粒颗粒首先在压力作用下(0~20 MPa)流动重排达到密堆; 随着压力的增大, 造粒颗粒开始破碎为二次颗粒填充颗粒间隙(20~75 MPa), 最终二次颗粒在75 MPa压力下破碎为原始粉末进一步排列填充, 从而使素坯密实均一(图3(d))。素坯在100 MPa压力下的密度为2.55 g/cm3, 已达到理论密度的56.0%。即造粒粉体在20 MPa下开始破碎, 在75 MPa下完全破碎成为密实均一无大孔结构的素坯, 颗粒之间形成了理想的配位取向排列。
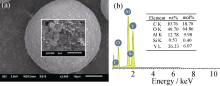
添加1.0wt% PVB造粒粉体典型颗粒及其局部放大图如图5(a)所示, 可以看到造粒颗粒具有非常光滑表面结构, 保证了造粒粉体较好的流动性, 而其局域微区表面结构(插图)除显示出有纳米孔外, 仍能明显看到氧化物原料的混合物, 其中细小颗粒(100~200 nm)为高纯Al2O3粉体, 片状较大(1 μ m)的颗粒为Y2O3粉体, 表面结构密实; 其局域微区结构的元素EDS分析如图5(b)所示, 其中Y/Al= 0.608, 与原料的理论配比Y/Al= 3/5= 0.60非常接近, 且能检测到微量Si助剂, 即该造粒颗粒具有非常高的化学组分均匀性。
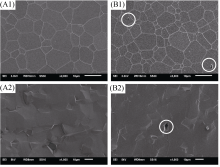
图6为采用1.0wt%和3.0wt%PVB粘结剂造粒粉体烧结的透明陶瓷抛光热腐蚀表面及其断面SEM形貌。在添加1.0wt%PVB, 陶瓷样品显微结构均一, 不存在气孔或其他缺陷, 其晶粒尺寸约为10 μ m, 晶界干净清晰, 穿晶及沿晶断裂共存。在添加3.0wt%PVB的样品的断面和表面上发现了晶内及晶间气孔等缺陷。这是由于造粒颗粒较差的球形度、流动性及过硬的颗粒强度, 成型时已形成的大气孔无法排出, 被束缚在陶瓷坯体内部。显然, 具有高球形度等优异成型性能的造粒粉体更有利于获得更加均一的显微结构。
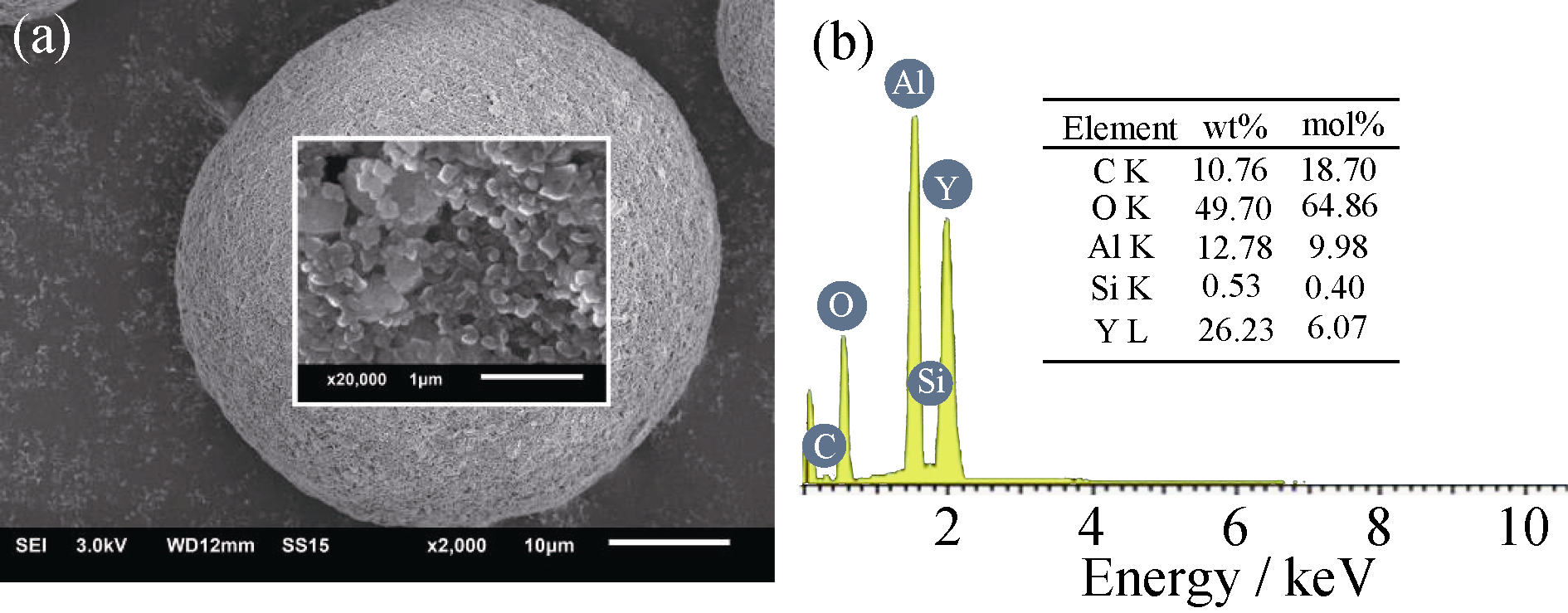 | 图5 造粒颗粒与表面放大SEM照片 (a)及其EDS分析结果(b)Fig. 5 SEM images of one granulated particle and its surface (a) and result of EDS analysis (b) |
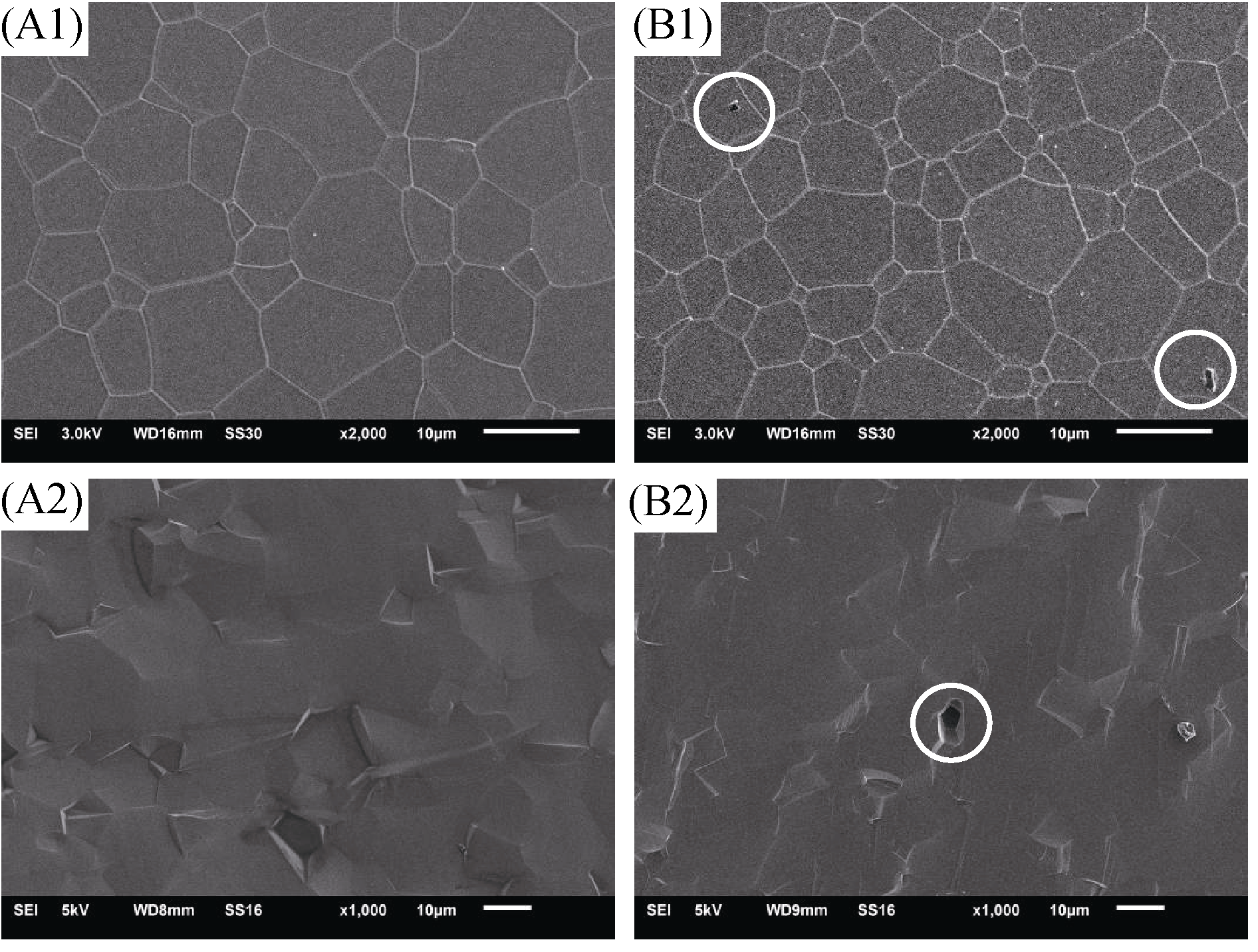 | 图6 添加1.0wt%和3.0wt%粘结剂的造粒颗粒烧制陶瓷的表面与断面SEM图Fig. 6 Surface (1) and fracture surface (2) SEM images of sintered ceramics with 1.0wt% (A) and 3.0wt% (B) binder contents |
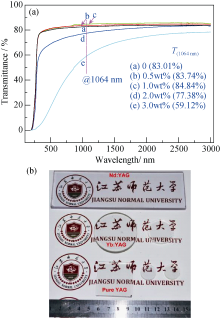
不同PVB粘结剂含量下YAG透明陶瓷在200~ 3000 nm范围的光学透过率如图7所示, 可以看到, 添加1.0wt%粘结剂造粒颗粒烧制的透明陶瓷在1064 nm具有最高的透过率, 达到84.84%; 其他添加量, 陶瓷样品透过率均有不同程度的下降, 其变化规律与造粒体的形貌、尺寸变化及其松装与振实密度(表1)、素坯孔尺寸及孔隙率大小(图2)等规律非常一致。以上结果表明: 通过调节粘结剂PVB的加入量, 可以明显改善造粒颗粒的形貌、粒径大小及其分布、颗粒强度及其元素均匀性, 从而实现对造粒效果的调控, 形成结构均一的烧结坯体, 进而获得高光学质量的YAG透明陶瓷材料。
另外, 采用以上工艺进行比例放大生产, 泵送浆料量25 g/min, 固含量45wt% (计算其产量可达1.0 kg/h以上), 添加PVB含量为1.0wt%时, 不会发生喷管堵塞及其他情况, 其造粒工作状态稳定, 可连续生产造粒颗粒10 kg以上, 这为YAG透明陶瓷的大尺寸、高功率的工业化生产应用提供了可能。图7(b)为按照优化工艺造粒、烧结后所制备的不同种类的 YAG基(Nd:YAG、Yb:YAG、纯YAG)透明陶瓷照片, 可以看到所有陶瓷材料均具有非常高的透明度和光学质量, 可以满足不同领域的应用。
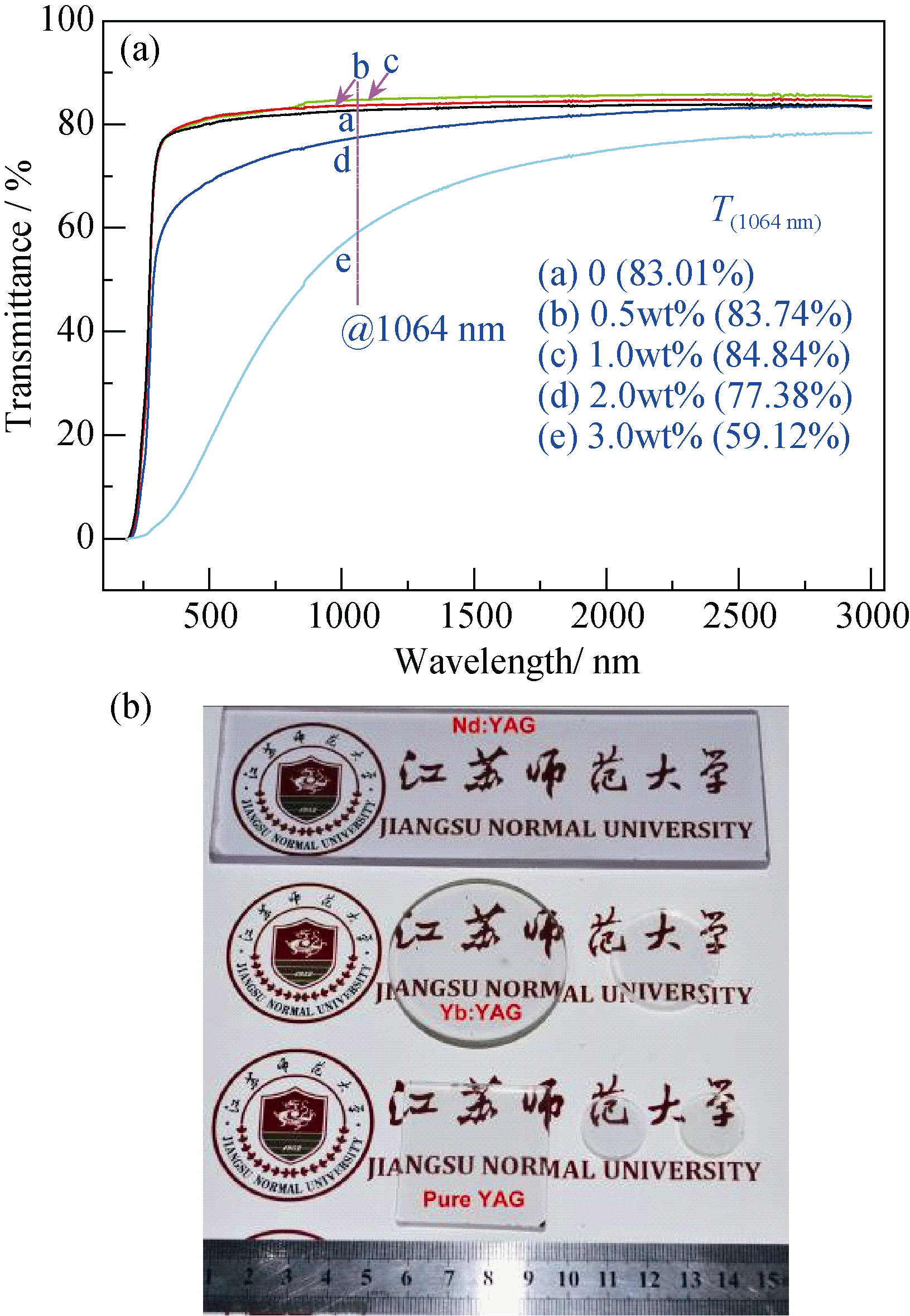 | 图7 不同PVB粘结剂含量下YAG透明陶瓷的透过率(a)和不同种类YAG透明陶瓷的照片(b)Fig. 7 Transmittance of YAG ceramics prepared from different contents of PVB binder (a) and photographs of various transparent YAG products (b) |
采用喷雾造粒工艺, 通过优化浆料中粘结剂PVB加入量, 制备具有优异成型性能的YAG造粒颗粒。其中, 最佳PVB添加量为1.0wt%, 实心造粒颗粒呈现单分散、高球形度和光滑的表面形貌, 其平均粒径约为40 μ m, 造粒颗粒的松装与振实密度分别为1.50和1.65 g/cm3, 具有较好的流动性与填充性。在75 MPa压力下, 造粒颗粒完全破碎形成密实均一的坯体结构, 在100 MPa下, 坯体密度已达56.0%, 造粒颗粒强度适宜且元素分布均匀。烧结后的纯YAG透明陶瓷显微结构均一, 无气孔及其他缺陷, 晶粒尺寸约10 μ m, 晶界干净、清晰, 其在1064 nm处的光学透过率为84.84%。本研究所采用的造粒工艺稳定, 产量高, 造粒效果好, 可适用于YAG基透明陶瓷材料的(半)工业化生产应用。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|